



溫馨提示:如果您對我們的產品、服務感興趣,或者有什麽可以幫助您的,您可以點擊 在線谘詢 與我們在線交談或者撥打我們的客服電話:180-6895-4999
剪板機刀片焊接質量檢查的項目和要求如下:
一、檢查焊縫強度:用綠色碳化矽砂輪磨一扇車刀的後麵,檢查焊料層的厚度,厚度要求在0.15毫米以下。刀尖支承底麵處不能有氣孔和焊料不足現象,焊料未填滿的焊縫應不大於焊縫總長的10%。如有氣孔,在切削時就會使刀片脫落。
二、檢查刀片在刀槽中的位置:如刀片錯位及下垂超過技術條件的規定.應進行重焊。 剪板機刀片
三、檢查焊接強度:用木錘或紫銅錘以中等力量敲擊刀片,或以I錘以強力敲擊刀杆,這時刀片不從刀槽中脫落為合格。檢查刀片焊接強度,不一定逐個都檢查,也采用抽查辦法。
四、檢查刀片平整度:刀片上若有明顯的凹坑時,說明刀片過熱變形,應燒下重焊新刀片。
五、檢查裂紋:刀片經煤油清洗後,如果剪板機的刀片有裂紋.煤油便滲透到裂紋中而出現黑線,用肉眼就可以觀察到。也可用10-40倍的放大鏡觀察。
檢查刀片裂紋,也可用顏色探傷法:采用65%的煤油、30%的變壓器油及5%的鬆節油調成的溶液,略加些蘇丹紅。將車刀刀片部分置於該溶液中10-15分鍾,再用清水洗淨,塗上一層白土 (高嶺土),烘千後觀察其表麵,若刀片上有裂紋,則溶液的顏色便在白土上顯露出來,用肉眼就可以看到。有裂紋的刀片不能使用,需要重新焊接。
1. 拆下下刀片,逐片清洗幹淨。
2. 刀片可以四麵使用,挑選好的一麵貼緊安裝好。並檢查刀片水平、垂直兩個方向的的平直度。
3. 拆下上刀片,逐片清洗幹淨。同理,刀片可以四麵使用,挑選好的一麵貼緊安裝好。並檢查刀片水平、垂直兩個方向的的平直度。
4. 上刀片是固定的不可以調整,我們通過調整下刀片來調整剪板機刀片間隙。
5. 找到下刀片的左右兩個拉大間隙螺杆一般在最外邊。
6. 找到下刀片的左右兩個推進下刀片縮小間隙的緊定螺釘它的上麵有鎖定的備緊螺母。一般在內側。
7. 鬆開下刀片台麵的左右四個螺栓。
8. 手動盤車將上刀片降至合適位置,操作者到剪板機落料區開始調整。
9. 使用塞尺從左手上下刀片未咬合的部位開始粗調至0.5毫米。
10. 手動盤車使刀片上移到中間位置粗調至0.5毫米。
11. 手動盤車使刀片上移到右側上下刀未脫開的位置中間位置粗調至0.5毫米。
12. 手動盤車將上刀片降至合適位置,開始精調整。
13. 使用塞尺從左手上下刀片未咬合的部位開始精調至塞尺三絲能入五絲不能入。
14. 手動盤車使刀片上移到中間位置開始精調至塞尺三絲能入五絲不能入。
15. 手動盤車使刀片上移到右側上下刀未脫開的位置開始精調至塞尺三絲能入五絲不能入。
16. 上麵是針對新車而言精調至塞尺三絲能入五絲不能入。
17. 舊車的話,精調至塞尺十絲能入二十絲不能入。或按所需剪切鈑金厚度的1/10--1/20進行適當的調整。
18. 剪板機刃口鋒利的情況下,如剪切的板材邊緣有毛刺,可適當減小上下刀片的間隙。

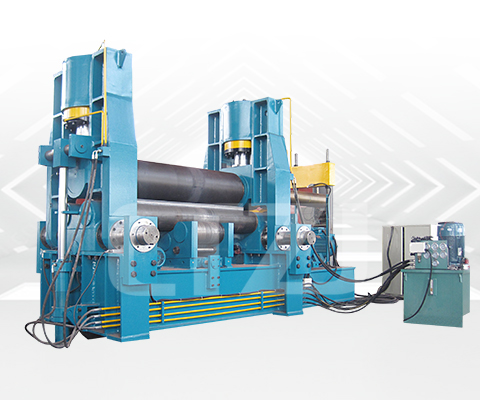
卷板機是一款適用於很多不同場合的設備,但是在設備的使用過程中,因為使用不當的原因,很有可能會......

四輥卷板機的傳動係統全部設置在右機架的右側,機架及傳動部分設置在整體焊接底座上,構成機器的主......

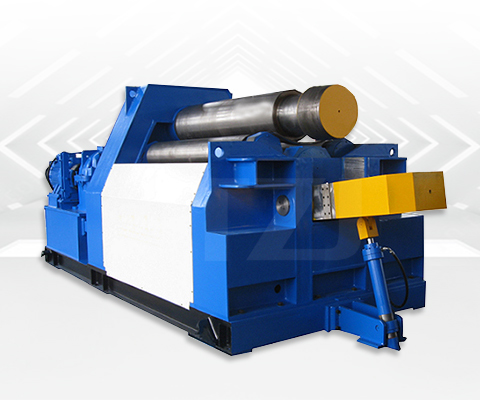
三輥卷圓機點開看產品圖片及詳細介紹三輥卷圓機卷板機在進行啟動前,一般都需要做一些檢查工作,這......

卷板機采用機械傳動已有幾十年的曆史,由於結構簡單,性能可靠,通化卷板機,造價低廉,至今在中、......